
Tel:0086 15194755533
Email:dtrollformingmachine@gmail.com
What is Floor Deck Roll Forming Machine
Key characteristics of floor deck profiles:
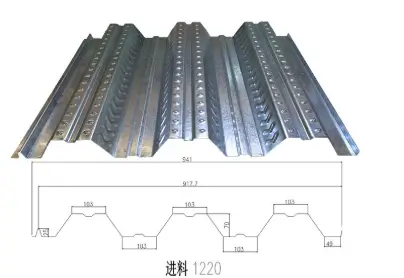
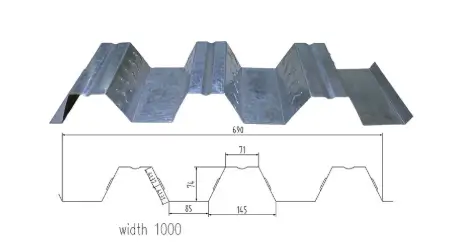
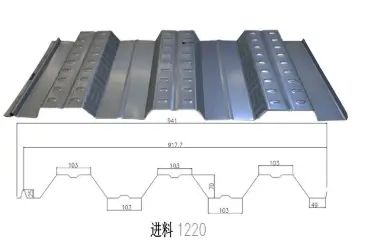
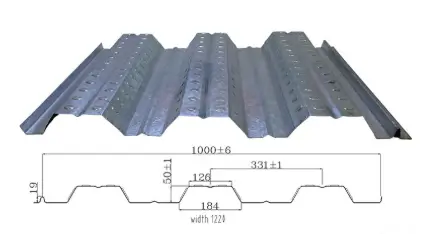
Standard floor deck profiles (by rib pattern):
Major Technical Specifications
Fully Automatic Workflow
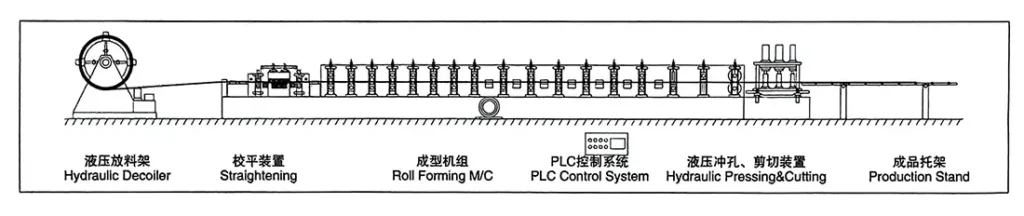
Step‑by‑step description:

