
Rolling Shutter Door Roll Forming Machine
High‑speed forming, PLC automatic control
- CE / ISO9001
- 0.27–0.8mm thickness
- Interlocking edge design
- 15+ years experience
Tel:0086 15194755533
Email:dtrollformingmachine@gmail.com
Product Overview
The Rolling Shutter Door Roll Forming Machine is a high-efficiency cold roll forming system designed specifically to produce metal slats (curtain panels) for rolling shutter doors. These interlocking slats are the primary components of rolling shutters—used extensively for commercial shop fronts, industrial warehouse doors, garage doors, and security enclosures.
This machine processes galvanized steel (GI), pre-painted steel (PPGI), aluminum, or stainless steel coils into precisely shaped slats with consistent curvature, interlocking edges, and smooth surface finish. The machine integrates decoiling, roll forming, optional punching, hydraulic cutting, and automatic slat stacking into one continuous production line, delivering hundreds of linear meters of finished slats per shift.
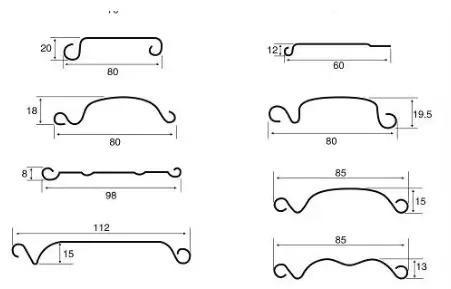
Rolling shutter door slats typically feature a curved profile with interlocking hooks on both ends. When assembled, multiple slats hook together to form a flexible, roll-up curtain that coils around a barrel at the top of the door opening. The machine can produce various slat profiles—standard curved (C-shape), flat (box-type), mini (narrow), industrial heavy-duty, insulated (with foam filling groove), or custom designs based on your drawing.
Rolling shutter door slats typically feature a curved profile with interlocking hooks on both ends. When assembled, multiple slats hook together to form a flexible, roll-up curtain that coils around a barrel at the top of the door opening. The machine can produce various slat profiles—standard curved (C-shape), flat (box-type), mini (narrow), industrial heavy-duty, insulated (with foam filling groove), or custom designs based on your drawing.


What Is a Rolling Shutter Door Slat?
A rolling shutter door slat is a curved or flat metal profile with specially designed interlocking ends. When multiple slats are connected side by side, they form a flexible curtain that can be rolled up around a drum at the top of the door opening. The key features include:
- Interlocking design: The male hook on one slat engages with the female hook on the next, creating a secure, flexible connection.
- Curvature: Most slats have a gentle curve (C-shape) that adds stiffness and allows the curtain to coil neatly.
- End caps & guides: Slats are guided by side rails (guides) and the bottom slat usually carries a bottom bar with rubber seal.
Typical slat dimensions: thickness 0.3–1.2mm, width (coverage) 50–150mm, height (profile depth) 15–50mm depending on the series (mini, standard, industrial).
Major Technical Specifications
| Specification | Standard Range |
|---|---|
| Raw Material | GI (Galvanized steel), PPGI (Pre-painted steel), Aluminum, Stainless steel |
| Material Thickness | 0.3 – 1.2 mm (light duty: 0.3–0.6mm; heavy duty: 0.8–1.2mm) |
| Coil Width (Feeding Width) | 100 – 500 mm (depends on slat height/profile) |
| Slat Height / Profile Depth | 15 – 75 mm (typical: 20mm, 25mm, 35mm, 50mm, 75mm) |
| Slat Coverage Width | 50 – 150 mm (after forming) |
| Profile Types Supported | Standard C-curved, flat (box-type), mini (narrow), industrial deep, insulated (grooved), custom designs |
| Forming Stations | 12 – 22 stations |
| Roller Material | 45# / GCr15 bearing steel, hard chrome plated, HRC58-62° |
| Roller Processing | CNC precision machining, vacuum heat treatment, hard chrome plating (≥0.05mm), mirror polishing |
| Main Shaft Material | 45# forged steel quenched & tempered / 40Cr |
| Main Shaft Diameter | φ55 – φ75 mm |
| Main Motor Power | 3 – 11 kW |
| Forming Speed (Standard) | *8 – 20 m/min* |
| Forming Speed (High-Speed) | *20 – 35 m/min* (for simple profiles) |
| Drive System | Chain transmission (1″ – 1.5″ chain) or gearbox drive (upgrade) |
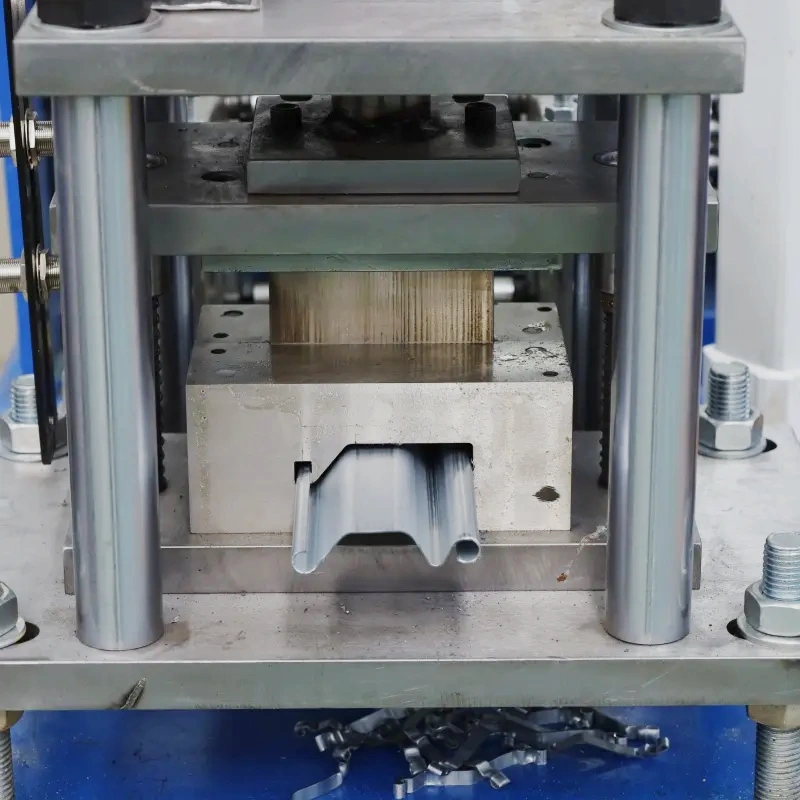
| Cutting System | Hydraulic post-cutting (stop-cut) or electric flying shear |
| Cutting Blade Material | Cr12 / Cr12Mov, quenched HRC58-62° |
| Cutting Length Tolerance | ±1.0 – ±2.0 mm |
| Punching Unit (Optional) | Hydraulic pre-punching for end slots / lock holes / screw holes |
| Automatic Stacker | Optional – for stacking finished slats |
| Control System | PLC (Mitsubishi / Panasonic / Siemens / Delta) + HMI touch screen |
| HMI Features | Recipe storage, multi-language interface, production monitoring, fault diagnosis |
| Voltage / Frequency | 380V / 50Hz / 3 Phase *(customizable to 220V–480V, 50/60Hz)* |
| Machine Dimensions (L×W×H) | Approx. 5,500 – 8,000 mm × 1,000 – 1,300 mm × 1,200 – 1,500 mm |
| Machine Weight | Approx. 3 – 7 tons |
| Warranty | 24 months for main structure & rollers; 12 months for electrical components |
| Certification | CE, ISO 9001 (available upon request) |
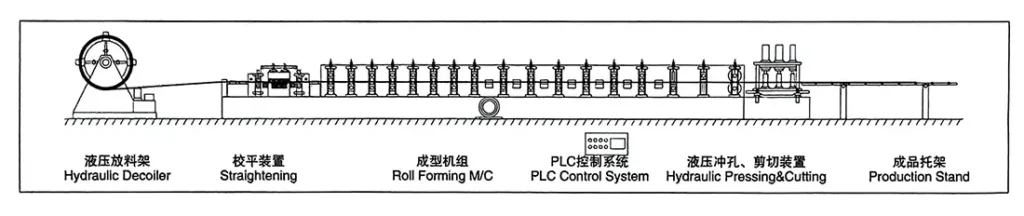
Production Workflow Diagram
Small Decoiler → Feeding → Roll Forming (10–16 stations) → Length Setting → Hydraulic Cutting → Output Table (or Automatic Stacker)
Key Features & Benefits
1. Specialized Slat Production
The machine is specifically designed to produce rolling shutter door slats with precision interlocking hooks. The forming rollers are machined to tight tolerances to ensure that the male and female hooks engage perfectly, preventing curtain separation during operation.
2. High-Speed Continuous Output
Standard production speed of 8–20 m/min (up to 35 m/min for simpler profiles) delivers hundreds of meters of finished slats per shift. The fully automatic line from decoiler to stacking requires only one operator, dramatically reducing labor costs.
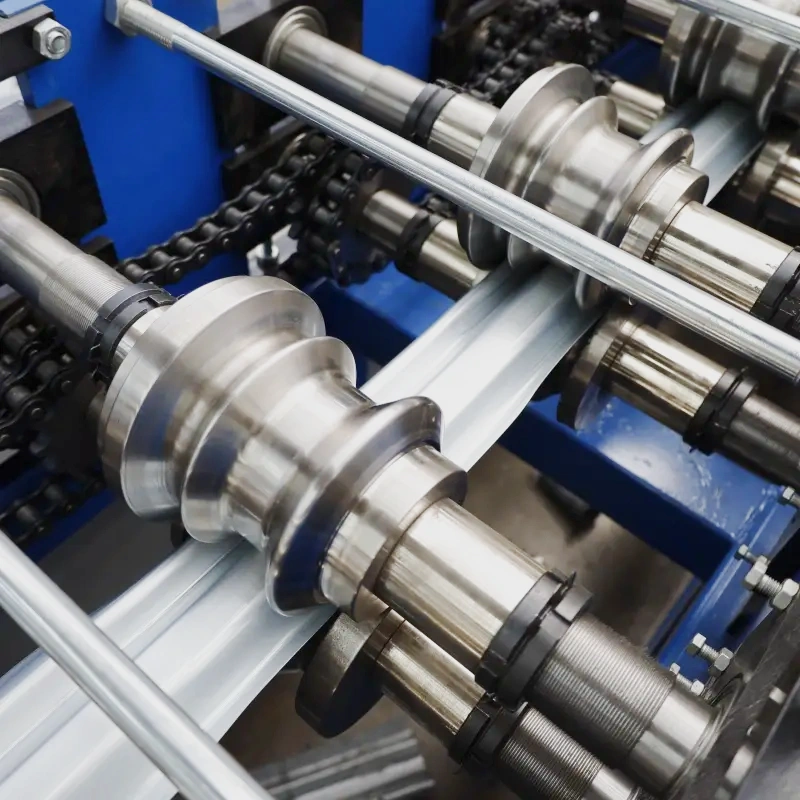
3. Precision Rollers for Consistent Interlocking
Rollers are made of 45# steel or GCr15 bearing steel, heat-treated to HRC58-62°, and hard chrome plated (≥0.05mm). This ensures long tool life, prevents scratching of painted steel surfaces, and maintains exact interlocking geometry across millions of slats.
4. PLC + HMI Intelligent Control
The touch screen interface allows operators to set cut length, batch quantity, and store multiple slat profiles as recipes. Real-time monitoring and fault diagnostics reduce downtime. Multi-language support (English, Spanish, Arabic, French) is available.
5. Optional In-Line Punching
Add a hydraulic pre-punching unit to create end slots (for guide engagement), lock holes (for locks/bars), or screw holes – all in one continuous process. Eliminates secondary drilling and speeds up assembly.
6. Automatic Stacking (Optional)
Finished slats can be automatically counted, aligned, and stacked onto a pallet or into a U‑type stacking frame, ready for assembly into door curtains. This reduces manual handling and prevents slat damage.
7. Versatile Profile & Material Compatibility
Supports multiple slat series:
Standard curve (C-shape) – most common for shop fronts and warehouses
Flat (box-type) – simple, economical for light-duty doors
Mini (narrow) – smaller slats for domestic garage doors
Industrial deep profile – thicker, taller slats for large openings (e.g., airplane hangars)
Insulated (with groove) – allows insertion of foam/PU insulation strips
8. Quick Changeover Between Slat Types
Changing from one slat profile to another (e.g., 35mm to 50mm height) typically requires replacing the roller cassette, which takes 30–60 minutes. Optional quick-change stands can reduce this time. For extremely frequent changes, consider a double-layer machine.

Finished Rolling Shutter Slat Gallery and Applications


FAQ – Rolling Shutter Door Roll Forming Machine
What slat widths can your machine produce?
Standard: 75mm, 80mm, 100mm. Custom sizes from 50mm to 120mm are available. Tell us your requirement.
What material thickness is required?
0.3mm – 0.8mm. Most common: 0.4mm – 0.6mm for standard security doors. Aluminum: up to 1.0mm.
Can I use prepainted steel?
Yes – PPGI works perfectly. The rollers are hard chrome plated to prevent scratching the painted surface.
How do slats interlock?
Each slat has a male hook on one edge and a female hook on the other. They snap together by hand or with light pressure.